|
Spark
|
||||||||
|
|
|
|||||||
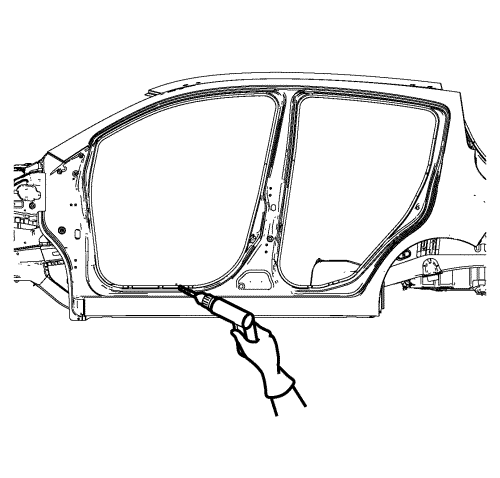
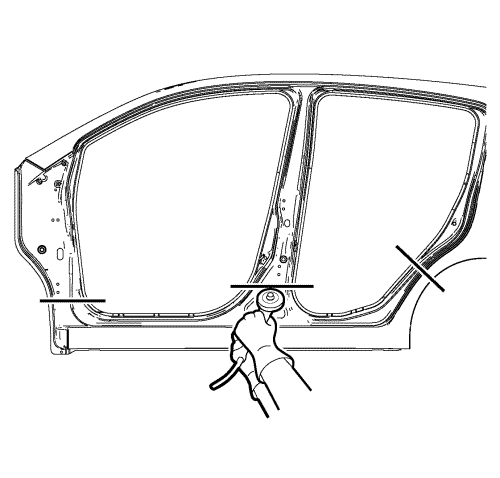
Предупреждение См. Допущенное оборудование для ремонта последствий столкновения в разделе "Введение".
Предупреждение См. Классификация столкновений Предупреждение в разделе "Введение".
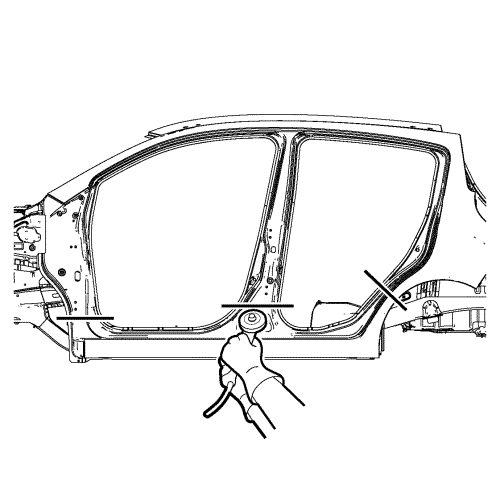
Предупреждение См. Обращение со стеклом и листовым металлом Предупреждение в разделе "Введение".
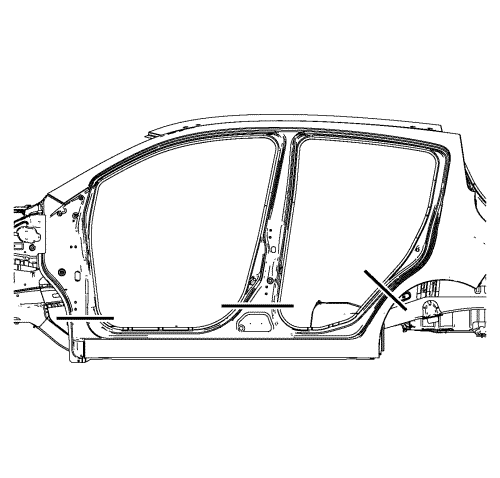
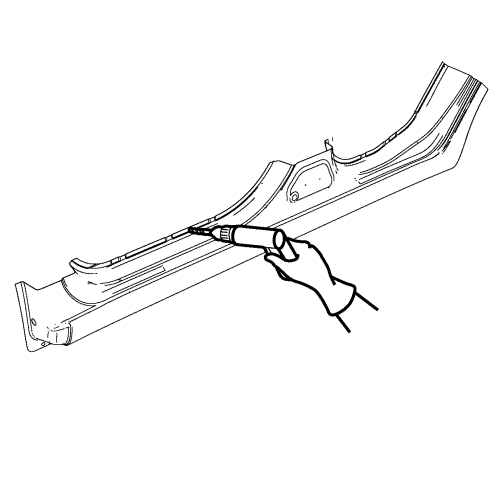
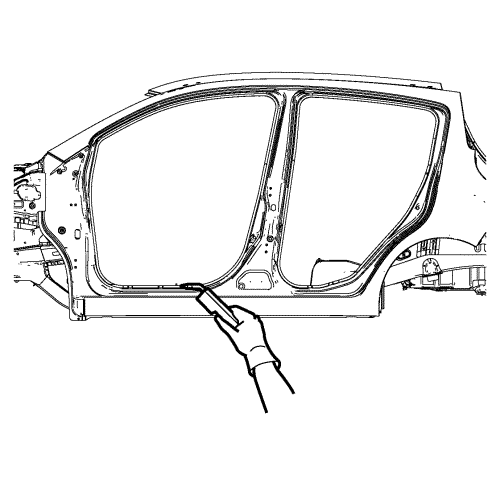
Примечание: Следите за тем, чтобы не повредить внутренние панели и усилительные элементы.
| © Все права принадлежат Chevrolet. All rights reserved |



